

轴向推力位移实验台
- 产品品牌
- 产品型号 ZT-200
- 产品描述
...
一、功能简介
轴向推力位移试验台 ,自动检测、控制不同位移与机械力之间实时变化的相互关系。采用计算机、PLC 作为中央控制单元 ,以压力和位移传感器测量值为反馈,通过伺服电机提供实验所需推力,能够控制和测量位移与压力的实时变化曲线,对位移量进行精确检测;检测样件在恒定推力下的位移的变化量,以及工件变形与压力的关系。
二、整体技术指标
1、试验力:1000~ 3000N
2、试验力准确度:±1%;
3、行程:400mm;
4、行程精度:±0.05mm;
5、上、下压板最大间距:1000mm ;
6、专用压头和压盘,托盘及压盘尺寸:长×宽=650mm×650mm;
7、其他:电源AC380V 3KW;占地:长宽高:2.5m*2.5m*2.5m;
三、工作原理
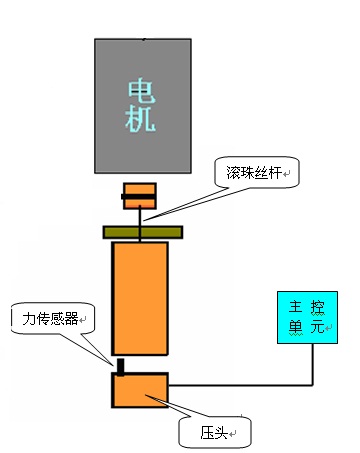
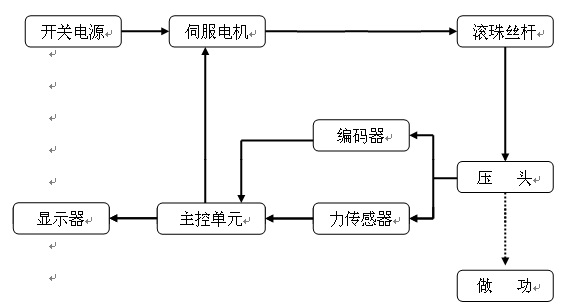
1、设备启动后,伺服电机动作通过传动系统将运动传递给滚珠丝杆,滚珠丝杆通过导向系统在竖直方向运动。
2、在进行下压过程中,力传感器实时采集压入力的信号并将信号传送到主控单元,位移量的变化通过编码器将信号一同传送到主控单元,由主控单元对信号分析处理,监控整个下压的过程,并实时显示和记录整个下压过程中力和位移的变化。
3、软件具有自动判断产品合格与否功能。当下压完成,系统自动根据判定标准对下压产品进行判断。产品合格时,合格指示灯会亮起,设备自动复位,取出已下压的工件,进行下一产品下压;产品不合格时,不合格指示灯亮起。
四、控制系统
控制系统采用PC-DCS控制方式,由计算机、PLC、仪表、传感器组成;软件部份采用组态软件编写,具有功能多,适应性强,稳定可靠等特点。软件由条件设定、实验过程监控、历史曲线、报表及实验告打印等组成,系统有两种工作模式如下:
1、下压模式:该工作模式,用于实现设定速度和设定位移下的下压,并设定下压力的允许范围,在下压完成时,立即检测下压是否合格。在整个下压检测过程中实时监测下压过程中的力变化,并记录力随位移变化数据,显示力-位移曲线,下压速度可以设置。
2、判定模式:设定判定荷重(即压入力),荷重偏差,设定压入位移,压入位移偏差。产品下压完成后的荷重和位移曲线通过荷重偏差和位移偏差组成矩形范围内,判定合格,否则不合格。(同时可以设定下压最后点在设定的下压力范围内并进行判断)。
3、两种停止模式:
(1)荷重停止模式:在设定速度下,当压入力超过设定荷重时,立即停止并返回。
(2)位移停止模式:在设定速度下,到设定位移时,立即停止并返回。
(3)设备配有复位按钮,即在各种紧急情况下按此按钮设备将复位至正常待机状态。
(4)设备配有急停按钮,即在各种紧急情况下按此按钮设备将停止在当前的位置,待问题解决后再按复位按钮,设备进入正常待机状态。







